OEM/ODM Hiina Hiina formaldehüüdvaigu tootjate paneelvarraste vedel fenoolvaik






Meie kasv sõltub kvaliteetsetest toodetest, suurtest talentidest ja korduvalt tugevdatud tehnoloogiajõududest OEM / ODM Hiina Hiina formaldehüüdi jaoksVaikTootjad Panel Rod Vedel fenoolVaik, Ootame soojalt sõpru kõigilt elualadelt, et jahtida vastastikust koostööd ja luua palju silmapaistvam ja suurepärasem homne päev.
Meie kasv sõltub parematest toodetest, suurtest talentidest ja korduvalt tugevdatud tehnoloogiajõududestHiina fenoolvaik, Vaik, Tänu heale kvaliteedile ja mõistlikele hindadele on meie tooteid ja lahendusi eksporditud enam kui 10 riiki ja piirkonda. Oleme oodanud koostööd kõigi kodu- ja välismaiste klientidega. Lisaks on klientide rahulolu meie igavene püüdlus.
Mis on veiste tapmisliin?
Veiste tapaliin on kogu veiste tapmise protsess, mis hõlmab tapaeelset juhtimist, veiste tapmist, veiseliha jahutamist ja konditustamist. Tapaliin on protsess, mille peab läbima iga tapetud lehm.
Veiste tapaliinide tüübid
Skaala järgi jaguneb suurte, keskmiste ja väikeste veiste tapaliiniks.
Vastavalt igapäevasele tootmisvõimsusele võib selle jagada 20 pead / päevas, 50 pead / päevas, 100 pead / päevas, 200 pead / päevas veiste tapmisliiniks või enamaks.
Veiste tapmise protsessi skeem
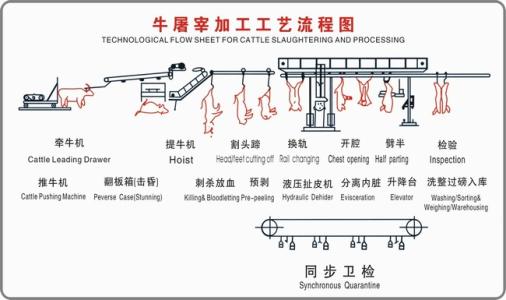
Veiste tapaliin
Terved veised sisenevad aedikusse → Lõpeta söömine/joomine 12-24 tunniks → Kaalumine → Enne tapmist dušš → Tapmiskast → Uimastamine → Tõstmine → tapmine → Verejooks (Aeg: 5-6 min) → Elektriline stimulatsioon → Esisõrgade ja sarvede lõikamine / eel koorimine → Pärasoole tihendamine → Taga sõra lõikamine / rööbaste teisaldamine → rümba puhastusliin → eelkoorimine → veisenaha tõmbaja (nahad transporditakse nahkade ajutisse hoiuruumi läbi õhu väljastussüsteemi) → Pea lõikamine (lehma pea riputatakse küljes kontrollitava punase sisikonna / lehmapea karantiinikonveieri konks) → Söögitoru tihend → Rindkere ava → Valge siseelundite eemaldamine (sisenege kontrollitava valge siseelundite karantiinikonveieri salv → ①②) → Punase siseelundite eemaldamine (punane siseelundite rippus kontrollitava punase siseelundite/tühipeaga karantiinikonveieri konksu küljes →②③)→Lõhkumine→Rümba kontroll→Kärpimine→Kaalumine →Pesemine→Jahutamine (0-4℃)→Kvarterdamine→konditustamine→Lõikamine→Kaalumine ja pakendamine→F või hoida värskena → eemalda aluse pakend → Külmhoone → Müüa lõigatud liha.
① Kvalifitseeritud valge sisikond siseneb töötlemiseks valgete siseelundite ruumi. Kõhusisu transporditakse õhu väljastussüsteemi kaudu umbes 50 meetri kaugusel töökojast väljaspool asuvasse jäätmehoidlasse.
②Kvalifitseerimata rümbad, punased ja valged siseelundid tõmmati tapatsehhist välja kõrgel temperatuuril töötlemiseks.
③Kvalifitseeritud punased siseelundid sisenevad töötlemiseks punaste siseelundite ruumi.
Veiste tapmisprotsessi üksikasjalik selgitus
1. Pliiatsite haldamine
(1) Enne mahalaadimist tuleb hankida loomaepideemia ennetamise järelevalveasutuse väljastatud vastavussertifikaat ja jälgida sõiduki seisukorda. Kui kõrvalekaldeid ei leita, on pärast sertifikaati lubatud mahalaadimine ja kaup on ühtlane.
(2) Loendage arv, ajage terved veised tapaaedikutesse koputamise või tõmbe abil ning korraldage rõngaste haldamist vastavalt veise tervisele. Tapetav ala on kujundatud vastavalt 3-4m2 lehma kohta.
(3) Enne veiste tapale saatmist peavad nad söömise lõpetama ja 24 tunniks puhkama, et kõrvaldada transportimisel tekkinud väsimus ja taastada nende normaalne füsioloogiline seisund. Terved ja kvalifitseeritud veised peaksid lõpetama vee joomise 3 tundi enne tapmist.
(4) Lehm peaks minema duši alla, et pesta maha mustus ja mikroorganismid lehma kehalt. Duši all käies kontrolli veesurvet, et mitte liiga kiirustada, et mitte tekitada lehmas liigset pinget.
(5). Veised tuleb kaaluda enne kariloomade põgenemiskohta sisenemist. Veiseid ei saa vägivallaga karja sisse ajada. Vägivaldne sõit põhjustab hädaolukorra ja mõjutab veiseliha kvaliteeti. Veiste teadlikuks muutmiseks on vaja kujundada "kadunud" vorm. Sisenege tapamajja. Veiste sõidutee laius on üldjuhul projekteeritud 900-1000mm.
2. Tapmine ja verejooks
(1) Verelaskmine: pärast seda, kui lehm siseneb veiste tapaliini klappkasti, uimastatakse lehm kohe uimastamise meetodil ja lehma keha lastakse veretustamiseks aedikusse või riputatakse veritsusrööpale.
(2) Kui lehm siseneb rööbastele verelaskmise tõstuki kaudu, tuleb rööbas automaatselt avada ja rull-verelaskmistropp tuleks rajale riputada. Verejooksu siini kõrgus töökoja põrandast on 5100mm. Kui tegemist on käsitsi surutava veise tapaliiniga, on käsitsi lükkamise liini projekteeritud kalle 0,3-0,5%.
(3) Verelaskmisliinil läbiviidud peamised protsessid: riputamine, (mõrvamine), vere väljavool, elektristimulatsioon, lehma esijalgade ja sarvede lõikamine, päraku tihendamine, tagajalgade lõikamine jne. Tühjendusaeg on üldjuhul mõeldud 5-6 min.
3.Rööpade vahetamine ja eelkoorimine
(1) Pärast lehma tagajala lõikamist haakige tagajalg rullkonksuga ja pärast tõstuki tõstmist vabastage lehma teine tagumine jalg ja haakige see konksuga rümba töötlemise liinile. Karkassi töötlemise automaatse konveierliini raja ja töökoja põranda vaheline kõrgus on projekteeritud 4050 mm.
(2) Veritsusköidikud naasevad tagasitõmbesüsteemi siini kaudu lehma ülemisse rippumisasendisse.
(3) Tagajalgade, rindkere ja esijalgade eelkoorimine koorimisnoaga.
4. Peidumise operatsioon (oluline samm veisetapmisliinil)
(1). Lehm transporditakse automaatselt nahamähkimisjaama ning lehma kaks esijalga kinnitatakse ketiga kronsteini külge.
(2) Koorimismasina koorimisrull tõstetakse hüdrauliliselt lehma tagajalgade asendisse ning eelnevalt kooritud lehmanahk kinnitatakse lehmanaha klambriga ning tõmmatakse lehma tagajalgadest pähe. Mehaanilise koorimise käigus mõlemad pooled Operaator seisab ühe sambaga pneumaatilisel tõsteplatvormil, et teha remonti, kuni peanahk on täielikult tõmmatud.
(3) Pärast lehmanaha mahatõmbamist hakkab koorimisrull tagurdama ja lehmanahk asetatakse lehmanaha automaatse lahtikinnitusketi kaudu automaatselt lehmanaha õhupaaki.
(4) Pneumaatiline värav suletakse, suruõhk täidetakse lehmanaha õhu etteandepaaki ja lehmanahk transporditakse õhu väljastustoru kaudu lehmanaha ajutisse hoiuruumi.
5. Rümba töötlemine
(1) Rümba töötlemisjaam: lehma pea lõikamine, söögitoru augustamine, rindkere avamine, valgete siseorganite võtmine, punaste siseorganite võtmine, pooleks jagamine, rümba ülevaatus, rümba trimmerdamine jne, kõik tehakse rümba automaatsel töötlemisel. konveier.
(2) Lõigake lehmapea maha, asetage lehmapea puhastusseadme lõikelauale, lõigake lehma keel välja, riputage lehmapea lehmapea puhastaja konksu külge, puhastage lehmapea kõrgega. -surveveepüstol ja riputage puhastatud lehmapea punaste siseorganite külge/ Niutou on sünkroonse karantiini konveieril, et kontrollida.
(3) Kasutage lehma söögitoru sidumiseks söögitoru ligaatorit, et vältida mao allavoolu ja veiseliha saastumist. Sisestage teisese jalatoe seade, sekundaarne jalg toetab lehma kahte tagajalga 500 mm kuni 1000 mm järgmise protsessi jaoks.
(4) Avage lehma rinnakorv rinnasaega.
(5) Eemaldage lehma rinnast valged siseorganid, nimelt sooled ja kõht. Kukutage eemaldatud valge siseelundid allpool olevasse pneumaatilisse valgesse vistseraalsesse renni ja libistage valge siseelundid läbi renni kontrollimiseks ketastüüpi valge vistseraalse karantiinikonveieri Davidi kontrollsalve. Seejärel puhastatakse ja desinfitseeritakse pneumaatiline valge siseelundite renn külm-kuum- Külm vesi.
(6) Võtke välja punased siseorganid, nimelt süda, maks ja kopsud. Riputage eemaldatud punane sisikond kontrollimiseks punase siseelundi/nullpea sünkroonse karantiinikonveieri konksude külge.
(7) Lõigake lehm piki selgroolüli kaheks pooleks rihmlõhestava poolsaega. Poolitatud pritsmeekraan on disainitud poolitatud poole ette, et vältida luuvahu pritsimist.
(8), lõigake lehma kaks osa seest ja väljast. Kärbitud kaks osa eraldatakse rümba automaatse töötlemise konveierilt ja sisenevad kaalumiseks rümba kaalumissüsteemi.
6. Sünkroonne sanitaarkontroll
(1) Veiserümp, valged sisikonnad, punased sisikonnad ja lehmapea transporditakse karantiinikonveieri kaudu üheaegselt proovide võtmiseks ja kontrollimiseks kontrollalale.
(2) Korpuse kontrollimiseks on olemas inspektorid ning rümbakahtlusega korjus siseneb pneumaatilise lüliti kaudu rümbakahtlusega rajale.
(3) Kvalifitseerimata punased sisikonnad ja härjapea tuleb konksu küljest lahti võtta ja kinnisesse autosse panna ning tapamajast töötlemiseks välja tõmmata.
(4) Kvalifitseerimata valged siseelundid eraldatakse pneumaatilise valge siseelundite eraldamise seadmega, valatakse kinnisesse autosse ja tõmmatakse tapamajast töötlemiseks välja.
(5) Punase siseelundite/nullpeaga sünkroonse karantiinikonveieri konks ja ketastüüpi valge siseelundite karantiinikonveieri sanitaarkontrollplaat läbivad automaatselt külma-kuuma-külma vee puhastamise ja desinfitseerimise.
7. Kõrvalsaaduste töötlemine (võib-olla mõned riigid ei kasuta seda veiste tapaliinil)
(1) Kvalifitseeritud valge sisikond siseneb valge siseelundite töötlemisruumi valge siseelundite renni kaudu, valab kõhus ja sooltes oleva maosisu õhu väljastuspaaki, täidab suruõhuga ja transpordib maosisu õhu väljastustoru kaudu tapmine Töökojast umbes 50 meetri kaugusel kõrvetab triipe ja lamellid triippesumasinaga.
(2) Kvalifitseeritud punased sisikonnad ja pullipead eemaldatakse punase siseelundi / pullipea sünkroonse karantiinikonveieri konksude küljest, riputatakse punase siseelundite käru konksudele ja lükatakse punase siseelundite ruumi, puhastatakse ja seejärel pannakse külmhoonesse. .
8. Veiseliha jahutamine
(1) Lükake kärbitud ja loputatud dihhotoomia jahutusruumi, et "hapet tühjendada". Jahutusprotsess on veiseliha pehmendamine ja laagerdumine. Veiseliha jahutamine on oluline lüli lihaveiste tapmise ja töötlemise protsessis. See on ka oluline osa kõrgekvaliteedilise veiseliha tootmisel.
(2) Temperatuuri reguleerimine jahutamise ajal: 0-4 ℃, jahutusaeg on üldiselt 60-72 tundi. Olenevalt veise tõust ja vanusest on mõne lihapihvi happeaeg pikem.
(3) Tuvastage, kas happe väljavool on küps, peamiselt veiseliha pH väärtuse tuvastamiseks. Kui pH väärtus on vahemikus 5,8-6,0, on veiseliha väljavool küps.
(4) Jahutusrööpa kõrgus happeväljastusruumi põrandast on 3500–3600 mm, rööbastee kaugus: 900–1000 mm ja jahutusruum võib riputada 3 dihhotoomiat rööbastee meetri kohta.
(5) Jahutusruumi pinnakujundus on seotud lihaveiste tapamahu ja tapameetodiga.
9. Beef Quartered (9 ja 10 ei ole veiste tapaliini jaoks vajalikud, ettevõte valib vastavalt oma olukorrale)
(1) Lükake laagerdunud veiseliha kvadrandi jaama ja lõigake poolitatud keha keskosa kvadrandisaega. Tagumine jalaosa langetatakse laskumismasinaga 3600mm rajalt 2400mm rajale ja eesmine jalaosa läbib Tõstuk tõstetakse 1200mm rajalt 2400mm rajale.
(2) Suuremahuline tapa- ja töötlemisettevõte projekteerib kvadrandi laoruumi. Kvadrandi raja ja maapinna vaheline kaugus kvadrantide vahel on 2400 mm.
10. Konditustamine segmenteerimine ja pakendamine
(1) Rippuv konditustamine: lükake modifitseeritud kvadrant konditustamisalale ja riputage kvadrant tootmisliinile. Konditusstaap paneb lõigatud suured lihatükid segmenteerimiskonveierile ja edastab need automaatselt segmenteerimispersonalile. , Ja seejärel jagatud liha erinevateks osadeks.
(2) Lõikelaua konditustamine: lükake modifitseeritud kvadrant konditustamisalale, eemaldage nelinurk tootmisliinilt ja asetage see konditustamiseks lõikelauale.
(3) Pärast tükeldatud liha vaakumpakendamist asetage see külmutusalusele ja lükake külmutamiseks külmutusruumi (-30 ℃) või värskena hoidmiseks valmistoote jahutusruumi (0-4 ℃).
(4) Pakkige külmutatud tootealused ja hoidke neid külmikus (-18 ℃).
(5) Konditus- ja segmenteerimisruumi temperatuuri reguleerimine: 10–15 ℃, pakendamisruumi temperatuuri reguleerimine: alla 10 ℃.
Veiste tapaliinil on palju muresid. Ülaltoodud veiste tapaliini üksikasjalik sisu aitab teil paremini mõista veiste tapaliini protsessi.
Üksikasjad Pilt



 Meie kasv sõltub suurepärasetest toodetest, suurtest annetest ja korduvalt tugevdatud tehnoloogiajõududest OEM/ODM Hiina Hiina formaldehüüdvaigutootjate paneelvarraste vedel fenoolvaigu jaoks. Ootame soojalt sõpru kõigilt elualadelt, et otsida vastastikust koostööd ja luua palju silmapaistvamaid ja suurepärane homne.
Meie kasv sõltub suurepärasetest toodetest, suurtest annetest ja korduvalt tugevdatud tehnoloogiajõududest OEM/ODM Hiina Hiina formaldehüüdvaigutootjate paneelvarraste vedel fenoolvaigu jaoks. Ootame soojalt sõpru kõigilt elualadelt, et otsida vastastikust koostööd ja luua palju silmapaistvamaid ja suurepärane homne.
OEM/ODM HiinaHiina fenoolvaik, Vaik, Hea kvaliteedi ja mõistlike hindade tõttu on meie tooteid ja lahendusi eksporditud enam kui 10 riiki ja piirkonda. Oleme oodanud koostööd kõigi kodu- ja välismaiste klientidega. Lisaks on klientide rahulolu meie igavene püüdlus.




